
高次元のQCD実現へ躍進する
生産管理システム
はじめに
製造業では,どの企業でもQCDを意識した改善に取み組んでいることと思う。
中でも食品製造業は,ここ数年,その要求レベルが上がっており,既存のやり方にとらわれずに,一新することが求めれられてきている。
これに役立つのが,生産の変化に柔軟に対応できるティーピクス研究所の「攻撃型生産管理システムTPiCS」である。

求められる高度な原材料管理
例えば,Qの品質でいうと,食品偽装問題に端を発した原産地管理や,廃棄ロスなどの問題があった。それらを防ぐための使用期限管理が重点管理項目となってきている。
また,2020年4月に食品表示法が改正され「製造所」の記載が必要となる。今まで,メーカーと販売店が別法人の場合,販売店のみの表示でよかったものが,製造所も表示をしなければならなくなる。
これは消費者が購入した商品に疑問を持ったとき,メーカーに問い合わせする機会が増えるということだ。
月に1度や2度であれば,事務作業のかたわら,指示書や納品書などをひっくり返し,念入りに調べることができるが,問い合わせが頻発すると,混乱して対応に時間が掛かり,事務作業にも影響してしまう。
そもそもの問い合わせ動機が,商品の表示では納得できないためなのに,回答するまでに長時間掛かると,内容よりも対応の長さに深刻なクレームに陥る可能性がある。つまり,素早く回答できれば,深刻なクレームになるのを防げるのではないか。
前述のような消費者からの問い合せに応じるには,次のような調査が想定される。
出荷した製品のロットから,使用した原材料のロットを特定し,関連する製品の生産ロット,出荷先を特定する。
それには,生産現場で見ただけでは分からない原材料の産地を正確に区別できるようにする,さらに,製品の生産の際に使用する原材料のロット(産地)ごとに区分けして生産できるようにすることが必須である。
これらを成し遂げるための,実際の現場の作業と管理の労力は大変なものとなる。
とはいえ,消費者が現場管理の難しさを想像することは,これもまた容易ではないため,おいそれと商品価格に転嫁もできない。
メーカーは使用した原料ロットを簡単に追跡でき,需要の変化や,時代とともに変わる生産工程や新しい製品に対応しなければならないといえる。それらの課題を高コストパフォーマンスに解決するのが,攻撃型生産管理システムTPiCSである。

攻撃型生産管理システムTPiCS
「攻撃型ってどういう意味ですか?」と聞かれることがよくある。
生産管理の担当者と話していると,「お客様からの急な注文が多く,納期に間に合いっこない」,「営業が立てる販売予測は当たらない上に,いつも特急の受注を取ってくる」,「求人しても集まらず,少ない人員で作らざるを得ない」,「なんとか納期に間に合わせているのは,自分たちが工場を駆け回って調整しているからだ。それなのに,少しでも遅れると文句を言われる」などの嘆き節を聞くことがある。こうした問題は,どこの工場でも起きているのだ。
TPiCSは,これらの問題を当然のことと捉えた上で,先を予測しつつもリアリティのある計画を立て,さらに,変化に追随できるシステムである。
「攻めの姿勢に革新するツール」であるため「攻撃型」という言葉を使っている。
高度なトレーサビリティを実現する
製造履歴管理オプション
製造履歴管理オプションには大きく分けて次
の5 つの機能がある。
1. ロット トレーシング機能
2. 原材料管理機能
3. ロット別在庫管理機能
4. 使用期限管理
5. ロット別原価管理機能
ロット トレーシング機能
●原材料受入から製品出荷までを一貫で記録
この機能は,トレーサビリティを高めるために非常に重要である。
原材料のメーカーが付けたロットや工場内管理ロット,その原材料ロットを使って作られた中間加工品の製造ロット,製品の製造のロット,出荷までを一貫して記録する機能である。
ロット記録により作成した履歴データは,受注番号から製造過程の実績,原材料のロットを一覧とツリー状のレシピ(BOM)の2種類の方法で検索・表示ができる。
受入時のロット名入力は必須項目なので,入力漏れの心配がない。また,その後の社内工程は,作業指示の「自動付番」機能によってひも付ければ,入力不要となる。
●引き当ては自動と手動どちらも選べる
ロットが複数存在するとき,使用する順番は先入れ先出しになるよう自動引き当てにできるが,場合によってはいくつかの製造ロットにまたがることがある。
ロットごとに多少差が出るのはやむを得ないが,製造ロット内の使用原材料の品質は極力一定にしたいと考えるものである。
TPiCSでは,もし,後から入った大きなロットを使うことで,複数ロットに原材料がまたがることを回避できると判断したときは,ロット一覧から使用するロットを手動で選ぶことができる。
●現品票の添付は現場で分かりやすいと高評価
TPiCSには,注文書だけでなく現品表も印刷できる機能がある。現品表も「入り数単位」で印刷することが可能だ。
例えば,一箱100個入りの原材料を830個注文したときには,100個入りの現品表8枚と30個入りの現品表の合計9枚を印刷できる。
現品表にバーコード印刷をしておくことで,受入時にどの注文番号のものか,容易に判断でき,加工時にも,いつ入った原材料なのかが分かりやすい。

●バーコードの読み取りでさらに便利に
さらに,ハンディターミナルを連携させることで原材料の受入場などから,簡単なオペレーションでTPiCSに入力することもできる。
TPiCSには,システム連携を容易にするためのトランザクションインターフェースオプション(中間で管理できる機能)もある。
ハンディターミナルで,受入予定表や作業指示書,現品表に印刷されたバーコードを読み取り,受入実績登録データや生産実績データをトランザクションテーブル(データ入力画面)に書き込むと,それ以降はTPiCSの画面で実績登録したのと同様に処理ができる。
TPiCSで登録した実績データを書き出すためのトランザクションテーブルも用意している。実績データをラベルプリンターと連係させれば,簡単にラベルを打ち出せる。
現在では,バーコードがなくても,ハンディターミナルメーカーではOCR機能(Optical Character Recognition:光学式文字認識)で,印刷されたロット名をそのまま読み込める製品もラインナップしている。
この機能により,すべての物品にバーコードを貼り付ける必要がなくなった。
原材料管理機能
●製品に合わせ柔軟にできる原材料の引き当て
メーカーでは,先入れ先出しで原材料管理をするのが基本だが,製品やグレードに合わせて,使用する原材料ロットを変えて生産することがある。
ほかにも,先入れ先出し順に原材料の保管をしていても,棚に収まりきれなくなり,離れた別の棚に保管してしまうことがある。
いつもの棚から原材料の払い出し作業(ピッキング)をすると,いつしか別の棚にも原材料があるのをを忘れてしまうこともある。
これらを解決するため,TPiCSでは,原材料ロットをフレキシブルに割り当てられるようになっている。
具体的には,生産指示データで使用する原材料ロットを受け入れた実績日の順に先入れ先出しをする引き当てや,グレードに合わせて任意のロット指定をする。これを生産の作業指示書に“使用原材料ロット”として記載することが可能である。
作業者は,指示書のロットと現物のロットを照合して,原材料の払出作業を行うため,より確実な原材料の準備ができる。
作業者に,「何をどうしなければいけないのか」を明確に指示することで,勘違いによるミスから生まれるロスをなくし,生産コストの圧縮にもつながる。
●より確実な払い出しのオプション機能
オプション機能の「払出管理」は,払出作業(ピッキング)指示とバーコードを印刷した払出一覧(ピッキングリスト)が出力できる。
ハンディターミナルを使って,払出一覧のロットバーコードと現物のロットバーコードを照合し,払出実績登録をすれば,誤ったロットの払い出しをさらに防止する。
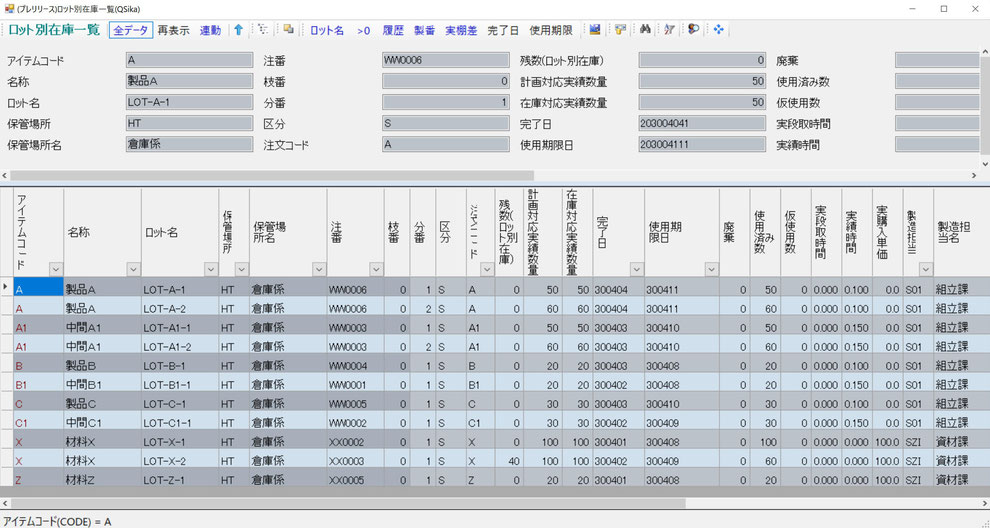
ロット別在庫管理機能
●生産計画と異なる不測の事態にも対応できる
Excelで生産管理をしている,工場に共通する悩みは,「在庫が分からない」,「情報が共有化できていなくて,担当に聞かないと状況が分からない」などが挙げられる。
Excelは,集計分析には非常に便利なソフトであるが,生きた生産管理をするには難しい。
1ヵ月の生産計画を入念に立てても,その後,受注が増えたら生産量を増やしてやりくりしなくてはならないし,原材料の異常があると生産量が減るため,後にカバーが必要となる。また,機械が止まれば,できる限り人手でカバーしたりと,現場では,日々刻々と状況が変わっていく。
こうした中で,3日先,1週間先,1ヵ月先にも効率のよい生産計画を作るためには,日々の実績入力や受注変化のデータを更新するのが欠かせない。1人の担当が,すべてを把握してExcelの表を継続的にメンテナンスすることはできないため,勘が頼りとなってしまい,手配ミスや,取り違いのミスが起こる。
TPiCSでは,受入時の実績入力で,在庫がロットごとに振り分けられ,さらに,生産実績を入力すると使用した原材料ロットを自動的に反映する。
ロットごとの在庫から自動的に引き当てられるのでロット別に在庫管理ができる。
●タブレットの連携も可能
最近では,現場に持ち込めるWindowsのタブレットもあり,TPiCSとの連携ができるので,その都度,事務所に戻る必要もなく,現物の状況を見ながら生産現場で実績入力することができる。
使用期限管理
食品製造業では,トレーサビリティと同様に重要なのが使用期限(賞味期限)の管理である。
原材料の在庫があったとしても,数日後,使うときに使用期限が切れていたのでは生産できない。
TPiCSでは,原材料,中間加工品,製品のどのレベルでも,管理したい原材料を基準に使用期限を管理し,設定できる。
●受入時に原材料の使用期限を入力
納品された原材料に賞味期限や消費期限が記載されいるが,まちまちなので,その都度手入力する。
●マスターの使用期限日数で,
実績の使用期限を自動セット
原材料を開封すると劣化が始まるため,原材料に記載された期限より使用期限が短くなる。製品完成の数日後を消費期限の基準とする。
マスターで設定すると,実績入力時に使用期限日が自動で計算されるので,入力担当者は日にちを確認し,訂正が必要な場合のみ入力をするだけでよい。
●原材料の使用期限を引き継ぎ,
製品の使用期限日を自動で設定
例えば,完成から7日後が通常の使用期限日の製品に使用した原材料の中の一部に使用期限日が3日後のものがある場合,製品の使用期限日も原材料の最短に合わせたい。
このようなマスター設定により,使用期限日のセット方法も選べる。

先行きの使用期限を考慮した生産
使用期限の一覧はロット別在庫から確認可能だが,人手の管理では,常に変化する受注に対して,今ある複数の使用期限の原材料で,どの生産までカバーできるのか答えを出すのは非常に難しい。
TPiCSの所要量計算では,今ある在庫からだけではなく,受注数量に対して出荷できるように,製品の使用期限付き在庫,生産によるロット残,中間加工品の在庫や生産計画があれば,それも考慮した上で,原材料の使用期限付き在庫,手配済みの原材料から計算在庫を求めて実行可能な生産計画を立てられる。
これにより,ムダとなる発注を抑え,廃棄ロスの低減につながる。
ロット別原価管理機能
製造履歴管理オプション機能は,製造ロット実績と原材料ロット実績をひも付けて管理するので,その製造ロットが,いくらの原材料を使って製造したのかが一目で分かる。
食品の原材料は,天候や需要などで市場価格が変動することもある。
そのため,製造ロットごとの原価明細で費目集計し,生産工程の原価を評価することで,コスト低減のきっかけへとつながる。
ほかにもさまざまな機能により,Cのコストを下げることができる。
不定貫でも簡単に登録ができる機能を標準搭載
TPiCSには,食品製造業では当然あるロットごとに重さが異なる「不定貫」の実績を登録することができる。
機械,電子部品製造の場合は,1個発注したら,良品1個の受領となることの方が大半で,異常が出た場合も,計画外の実績入力をすれば済む。食品製造業では不定貫の実績入力は,なくてはならない機能といえる。
●受入時の原材料の不定貫
例を挙げると,「カボチャのムース」8kgを作るのに,歩留りを加味して10kg分のカボチャを発注しても10kgぴったり納まることはまれである。
仮に,カボチャ9個だと9.06kg,10個にしたら10.84kgになる場合,業者も受入担当も,少ない重量だと生産に支障が出るので10.84kgを受領する。その場合,一般的な生産管理システムでは,10kgで受け入れして,0.84kgは計画外として,改めて注文書を作成し,受入作業を必要とすることが多くある。TPiCSは,計画上は10kgだが,実際に在庫として増やすのは10.84kgとし,買掛明細も10.84kg分として支払に回すことがでるので,処理が簡潔である。
もちろん購入の実績だけではなく,生産の実績でもこれができる。
●製造工程や製品登録時の不定貫
カボチャの下処理で,カボチャの種とわたを取ると,受け入れた10.84kgのカボチャが9kgになってしまうことや,使うカボチャの水分量によってムースの出来高が毎回多かったり少なかったりすることがある。
この場合も,計画の管理上は10kgできたことにするが,実際に在庫として計上するのは9.8kgとすることが一度の操作でできる。
このように計画に対する消し込みと在庫への反映量を分けた考え方は,生きた生産計画を管理する上で重要なポイントだ。
歩留率を考慮した生産・発注計画
生産計画を立てるときに考慮が必要な歩留りも,TPiCSでは不良率として設定可能である。原材料や作業に一律の不良率を設定したり,同じ原材料でも加工工程が異なる場合には,それぞれ不良率を設定することもできる。
先ほどの10㎏分のカボチャの下処理では,種やわたの処理後,加工できる量が減るため不良率を10%に設定しておくと,所要量計算の時点でカボチャ11.1kgの注文書を作成する。
さらに,季節や産地によって砂糖や塩を加えるようなレシピを作ったり,品種によって不良率を切り替えることもできる。
日ごとの作業人員表から負荷を予測
食品製造業のお客様から,「受注が増えているので,増産したいのに人が集まらなくて困っている。」という話をよく耳にする。
このような現状から少ない労働力を補うため,機械化が進められているが,多様なニーズの消費者に応えるために,なんでも機械化,ロボット化をしたら柔軟性が下がるおそれもある。
人の作業ならば,受注量が多い製品を中心に生産し,飛び込みの受注の生産を割り込ませて生産したり,滞りなく進んで余裕があれば,翌日の段取りを行ったり,遅延している生産工程の応援に回ったり,柔軟な生産ができる。
機械だとそうはいかない。
また,原材料の受入時には異常に気付かず払い出されたものを,作業の中でチェックできるのも,品質向上に欠かせないことである。
TPiCSは人や設備など限られた資源を有効に使うための仕組みとして,能力カレンダーと部門別ガントチャートオプションを搭載し組み合わせて使用できる。
能力カレンダーは人や設備を個別に登録することが可能である。
パート従業員の勤務が曜日ごとに異なっていたり,それぞれの勤務時間帯が違っていることで,日によって変わる生産能力や,設備メンテナンスのための不稼働などの情報を,稼働日に対して時間で登録することができる。休みのときは“0”に設定し,半ドンや残業時には“4h”や“10h”という具合に時間単位で登録する。また,4人を1グループとして“32h”と登録することもできる。
能力カレンダーに登録した内容を,部門別ガントチャートで集計すると,生産計画の数量と1個あたりの作業時間を計算し,日ごとの作業負荷が「見える化」できる。
先ほどのカボチャの下処理の作業に3時間必要で,能力時間が“8h”であれば,負荷は37.5%で,残りの5時間は次の作業を前倒しするなどの判断ができる。
作業などの実績を入力をすると画面に表示される色が変わるので,完了済かどうかが一目で判る。また,同じような作業を同じ色にすることで,同作業をより判別しやすくなり,作業効率アップにつながる。
人の持っている能力を最大限に生かすには「現場作業の見える化」だけではなく,「先を予期して動ける化」がカギになる。

実行できる生産計画の立案
一般的な生産管理システムでは,「一度計画を立てたら,その後は変更ができない。もし,変更があったとしても現場でなんとか対応すべき」というケースが多い。とはいえ,計画変更はあって当然である。
午前中に生産計画を立案しても,午後から飛び込み受注や納期の前倒しがあり,一部の生産計画を変更しなければならないときでも,TPiCSは,当然,所要量が計算できる。さらに,生産現場や発注先に指示済みの場合も,変更を極力抑えて計画を立て直す。

●急な増産も生産能力や原材料を計算して対応
突然,受注数が増えた場合に増産できるかは,機械のスピードや作業者数による生産能力,原材料の有無で決まる。
1つ目の生産能力は,前述の部門別ガントチャートオプションが解決の糸口になる。通常稼働“8h”の能力の場合,従業員に少しの残業を依頼すれば解決できるのか,違う製品を止めて機械を開けるのか,もしくは,別の現場からの応援を受けて対応するのか,人の割り振りを変えて対応するのかなどが判断材料になる。
能力カレンダーは,特定の日だけ“9h”に設定するなどもでき,能力を加算すると負荷が高いのか,こなせる範囲なのか,シミュレーションすることも可能だ。空いている生産場所があれば画面上で計画を分割し,ドラッグ&ドロップで複数の生産場所で平行生産することも可能である。
2つ目は余力があるのに,原材料がない場合はどうするか?
TPiCSには基準在庫という独特なパラメータがあり,今から手配しても間に合わない期間の増産に備えた,戦略的な在庫を持ち,管理することが可能である。
基準在庫は,すべての原材料に設定するのではなく,発注リードタイムが長く,明日必要となっても入手できないものに設定するとよい。
勘による「ちょっと多目の原材料の在庫」をマスターに従ってコントロールした手配にでき,受注の変動対応と安定生産のため,また,営業と生産現場,双方にとっても役立つ機能といえる。
Dの納期を守る仕組みも万全である。

食品製造業特有の代替生産機能
食品製造業は,機械・電気部品製造とは違い,天候によって入手できる量や価格が左右されやすいので,得意先の了承が得られるものならば,製品の安定供給のため産地の変更や,発注先の変更が起こり得る。
代替品でもコードは普段のままで,発注名だけを変更してもよいが,コード化されていないデータは分析に不向きである。
そこで,TPiCSの代替生産オプション機能を使うと,レシピは変えず,一時的に使用原材料を変更した生産指示の作成が可能になる。
人の手で代替品による生産を行うには,払出作業や,生産工程での取り違えが行らないよう細心の注意が必要となるが,TPiCSで日ごろから,原材料ロット管理を行い,払出作業指示や,生産作業指示書のロット名で作業していれば,産地が異なっても現場は通常と同じ作業での生産ができる。
あらかじめ配合が決めづらく,長年の経験と感覚を頼りに配合比率を変えて生産されているケースでは,原材料の使用量を実績としてできるだけ正確に登録するとよい。
受注数から現場が原材料の必要量を求め,これをもとに発注や払い出しの管理をしていると,肝心な配合のデータは蓄積されない。
生産に使用した原材料ロットを登録することで,計画管理にも活用できる上に,製品を生産するのに,どの原料をどれだけ必要なのかもデータ化され,レシピの改定や属人化したノウハウの共有にも役立つ。
代替生産オプションと履歴管理オプションという機能を組み合わせることにより,代替品を使った場合でも,しっかりしたトレーサビリティを確保することができ品質を維持できる。
消費者の手元に届く商品は,食品製造業の方が時間と労力を掛けた結果が形になったものである。
まとめ
「食品製造には時間と手間が掛かって当たり前」と思ってしまいがちである。
ところが,TPiCSを使うことで,「あれ,今まで何で苦労していたの?」「こんなやり方があったんだ」と気づいていただけるような仕組みが沢山あると思う。
また,TPiCSは,さまざまな製造業のノウハウを採り入れて開発したため,貴社の生産管理にも必ずフィットすると考える。
導入後,初めはシンプルな機能のみで運用し,段階を踏んで高度な使い方をしていくことも可能である。
ぜひ,「攻撃型生産管理システムTPiCS-X」で,品質を守りつつ,価格や納期も確保できるような生産管理に,トライしていただきたい。