
System
Mfg. No. System of f-MRP
This system can be used for both Repetitive Production System Mfg. No. Control System.

Option
Function to Create the Production Schedule
(Mfg. No. System of f-MRP,Repetitive Production System)
・ TPiCS realizes the “prompt, inexpensive, responsive, but stable production” through its own f-MRP function.
・ Using the sales plan and the production schedule for products as a starting point, TPiCS automatically creates the schedules for production and arrangements up to intermediate units and end raw materials according to the bill of materials, the mfg. lead-time, the lot size, etc.
When you use the Customer Order & Sales Management Option, it’s also possible to operate the system to make the production schedule according to the customer order and forecasting information, and to automatically make the production schedule where the production is in time for the shipment, which is a starting point, in the environment where there’s no customer order or forecasting information like responding to short-term or immediate deliveries, and make arrangements for intermediate processes, parts and materials from there.
・TPiCS makes the production schedule by adding something already purchased, something delayed in supplier’s delivery and something delayed in operation to the current stock at the time of the MRP calculations. Multiple storage locations can be registered, and it’s also possible to combine them for the calculation and to set them to the storage location not subject to the calculation.
・ It’s possible to register operating calendars. With them, you can make the production schedule for the initial process in accordance with the calendar of your outsourcing processing company, and, when you are using the Customer Order & Sales Management Option, you can make the shipping and production schedules in accordance with the operating calendars of your customers.

Journaling Function (Warning Information)
In the MRP calculations, a schedule change one ought to pay attention to like “falling below the purchasing lead-time”, which is derived from various situation changes such as a new customer order, a delivery date change, a change in quantity of customer order,

Running Change Function
All you need to do is register old and new codes for a part in the Engineering Change Master, and that will automatically switch the old code to the new one for the purchase by calculating when to consume the stock that currently exists and what has been on order.
It automatically responds to changes in the production schedule and inventory. When the actual results for the parent are entered, the minus (withdrawal) of the used child parts is also automatically switched. You can also directly specify the part switch date. (Bill Of Materials)
・ Gantt Chart By Mfg. Sector Option
As a result of the MRP calculations, you can check the workload of the manufacturing department from the created production schedule and adjust the plan on the Gantt Chart By Mfg. Sector.
・ Automatic Leveling Option
It’s possible to perform the automatic allocation by the production capacity, the standard operating time, the quantity and the allocation priority of the work center.
・ Multiple-location Option
It is possible to set up a production schedule in which products and units are automatically split by ratio at multiple manufacturing locations, or to produce in-house usually, but if the production limit is exceeded, partially outsource production to cooperating company. You can also make a production schedule that arbitrarily allocates manufacturing locations.
Function to Create the Production Schedule
(Mfg. No. System of f-MRP Mfg. No. Schedule)
・The Mfg. No. Control of TPiCS allows for the following 3 control methods:
B-Seiban: This is a basic method. The arrangement schedules that are connected to product, intermediate unit, material and part through the mfg. no. will be created from the mfg. no. schedule according to the product structure through the mfg. no. explosion. You can change the product structure for each mfg. no. schedule.
S-Seiban: This is the mfg. no. control of precedent arrangements. You can arrange and produce the intermediate unit with the preceding mfg. no. attached, and allocate it to the final mfg. no. to produce the product.
F-Seiban: This is the mfg. no. control of f-MRP. It is a management method that calculates the required amount by f-MRP, which is flexible to fluctuations in demand, and links the created Schedule Detail with mfg. nos.
In the Mfg. No. Control as well, TPiCS presents very advanced mfg. no. control functions:
・It provides the lot-sizing.
・You can set up in such a way that you allocate all of the quantity you performed the lot-sizing on or only the required quantity of it to the mfg. no.
・You can automatically allocate to the Purchase Order data you are arranging.
・You can automatically release/re-allocate something insufficient/ excessive from/to the mfg. no. due to defects and good yield.
・It manages revisions, and you can select the stock to allocate.
Structure Change Function
・ Two ways of changing the product structure by mfg. no. are prepared:
① Way to use the option code
You can register a part to be used in the option code in the Bill of Materials, and change the structure by specifying the option in the Mfg. No. Schedule and exploding it.
② Way to change the structure after the mfg. no. explosion
You can change the product structure of the data that was exploded for the mfg. nos. An addition and a deletion are easily made by mfg. no. all the time. You can change only the data of the mfg. no. without affecting any master tables.
Cost Aggregation By Mfg. No. Function
・You can calculate unfinished work as the predetermined cost and manage budget and actual amounts in contradistinction to the standard cost.
・You can include a part that was calculated by f-MRP as well in the Cost By Mfg. No.
Gantt Chart By Mfg. No. Display Function
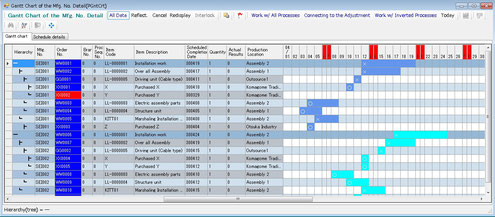
・ You can display child parts that have the association with the mfg. no. and the progress status of each process.
・ You can tell at a glance if the preceding process is finished, or if inventory is available for f-MRP parts, and consequently whether or not it’s possible to start now.
・ You can change the plan date by drag & drop.
・ You can issue change slips for changes, and if linked with the SCM option, you can automatically send the changes by e-mail to parts suppliers and outsourcing companies.
Mixed Management of f-MRP and the Mfg. No. Control
You can specify whether you’ll go with f-MRP or the Mfg. No. Control by item in TPiCS. By this, for parts and materials that are too late to be exploded for mfg. nos. and be arranged after the customer orders come, you can make arrangements based on the forecasting orders using f-MRP that is tolerant of changes. And for intermediate units and products, you can issue mfg. orders with the final mfg. nos.
Shared Function Of Each System
Form Issuing Function
Work Order Form, Purchase Order Form, Outsourcing Order Form, Transfer (Supply) Order Form
This allows you to issue orders based on the MRP calculations, the mfg. no. explosion and the manual entry.
Setting the Least Expensive Supplier Automatically
You register different unit prices in the Unit Cost Master depending on the supplier, time, quantity, and urgency, and when creating the Schedule Detail, TPiCS TPiCS can look at the time,
quantity, etc., search for the cheapest supplier that meets the conditions, set it in the Schedule Detail and issue a purchase order form.
Purchasing with Supplier’s Part No
You can purchase using supplier’s part no. (catalog no., etc.)
Parallel Purchase
You can issue purchase orders that have been split according to the ratio to multiple suppliers. Also, if the quantity exceeds the upper limit, you can purchase the exceeded portion to other
suppliers.。
E-mail Transmission
The purchase order by e-mail is possible.

Form Design Change
The form design created by Excel is prepared, the Excel form design is displayed with the Print button, the data written from TPiCS is read and automatically printed.
The design includes a one-item-per-page form suitable for work instructions, a work instruction with child parts to be used, a multiple-items-per-page form suitable for purchase order form, etc. and can be adjusted with Excel function. You can also change and add design according to the paper.
Writing Lot Nos. Clearly for Raw Materials To Be Used (Mfg. Traceability Option)
In the work order, you can specify the lot number of the raw materials used.

Identification Tag
At the same time as the work order form, the outsourcing order form, etc., you can print the required number of identification tags according to the setting of quantity of contents.
Issuance of the Delayed Event List
You can also issue the delayed purchase order list and work order list, but instead of responding after delivery time delay, in order to prevent delays in delivery, for example, next week, it can be issued for each supplier as a list of schedule of acceptance.
Quotation Request
You can issue the Quotation Request Form for parts with no unit price. With this function, you can create a purchase order form compliant with the Subcontract Act.
Supported Excel
Microsoft Excel 2010
Microsoft Excel 2013
Microsoft Excel 2016
Microsoft Excel 2019
Microsoft 365 (desktop application Excel only)
Actual Results Management
Actual Production Results Entry
When you enter the actual results for an intermediate unit that’s manufactured using parts and materials, inventory of the intermediate unit increases and that of the material decreases because of being automatically withdrawn. For the withdrawal, a suitable way varies depending on the production method for parts and materials. For example, in the actual assembly results when the completed quantity is small relative to the planned quantity, parts are put in according to the planned quantity, but in the case of disposal due to damages, it is necessary to withdraw by the quantity of inputs, but in the case of partial completion due to production delay, it is good to withdraw the same amount as the completed quantity. Also, if it is a liquid product, you may want to adjust the withdrawal amount each time you enter actual results. Such a withdrawal method can be set for each management point such as parts, intermediate unit, product, etc.
You can enter the actual results time for each operator, work party, machine and process, and summarize it by each of these elements.

Entering the Hours Worked of Actual Results
You can enter the quantity in real time for the next process in the Actual Results Entry, and enter the hours worked of actual results on the dedicated form later. It’s also possible to
distribute the total of hours worked of each work party to multiple actual work results, and to automatically set it as each actual results time.
Actual Receiving Results, Actual Acceptance Results
You can also enter two levels of actual results, actual receiving results of receipt confirmation and actual acceptance results to be inspected and subject to payment. It is displayed on the
accounts payable according to the actual acceptance results.
Actual Results Cost
You can take over the unit price purchased of the Purchase data to the actual results and change the unit price purchased of actual results at the time of entering the actual results. Also, in the actual work results entry, the hours worked of actual results and the processing cost rate are reflected in the actual results cost.
Inventory can be evaluated using the real-time moving average method, monthly moving average method (monthly gross average method), final unit price method, gross average method, or lower-of-cost-or-market method.
Entering In Block
If you can produce as planned everyday, it’s natural that you want to save time for the entry. In this case, you can automatically set the temporary actual results quantity in the schedules that
are scheduled to be completed today, and enter only the Schedule Detail for which you could not produce as planned. Thus, you can enter the actual results in block.
Entering the Lot Name (Mfg. Traceability Option)
When you are required to enter a lot no. at the time of receiving something because, for example, it’s an important raw material, the Lot Name Required is the setting for you.
You can specify which raw material (lot no.) you used at the time of entering the actual production results, and you can go back to view that data any time you want. It’s possible to record a mfg. history as necessary from the point in time of receiving to that of production completion (shipment.)
Inventory Management
Inventory can be managed by actual receiving results, actual production results, automatic withdrawals due to actual results of the first process, inventory transfers, and transfers between warehouses due to issues. In addition, it is possible to grasp inventory value, the number of ins and outs for the current month, the fina withdrawal date, the final goods receipt date, etc. for each item such as raw material, intermediate unit, supply-to, product, etc.
You can manage multiple inventory locations by specifying the goods receipt location at the time of goods receipt, and specifying the goods issue location at the time of goods issue.
You can use the Traceability Control Option to manage in-process inventory for each goods receipt lot.
You can display and print parts that were not used for a specified period in “Stagnant Inventory List.”

Physical Inventory
You adjust the “current inventory” to the inventory actual quantity that exists at the storage location by performing stocktaking processing at the end of the period or the end of the month.
TPiCS also supports temporary stocktaking and cycle counting, which is not a simultaneous stocktaking but a partial inventory.
Since Actual Inventory Results data for inventory differences are created when inventory differences are made, it is easy to aggregate how much the inventory difference is.
Function of the Quantity Conversion
For the planned quantity of the production schedule table, the planned quantity can be converted according to the unit displayed on the slip, the display of the Inventory List can be converted, the Bill Of Materials can be converted, and the unit can be changed for display for each product, intermediate unit and member.
For example, you can calculate the purchase order quantity of liquid material as 400 liters, and when you place an order, you can convert it to 2 cans per drum can (200 liters) unit. Conversion can then be returned at the time of 2 canned actual goods receipt results, and it can be reflected to stock at 400 liters.
Cost Control
Cost Summary Table By Product
How much it cost to produce each item this month is aggregated and displayed based on the Actual Results data.
Cost By Department, Summary Table of Profit & Loss
Considering what the following process has used the sales, the profit and loss by department is aggregated and displayed.
Cost Summary Table By Mfg. No. (f-MRP Mfg. No., Mfg. No. Control System)
You can view costs by contrasting the standard cost with the forecast for actual results including the unfinished predetermined cost.
Function of the Re-calculation of the Actual Results Unit Cost
If you calculate the actual results unit cost using the moving-average method, you can re-calculate it by reprocessing all the Actual Results data in the order of their date, starting with the
value of the beginning of the month.
Supply Management
Managing paid and free supplies is possible.

Authority Mgmt., User Mgmt.
Role Management (Authority Management)
You can freely set the operable range of the business person like “The person in charge of planning operations can update all Item Master’s records and the Bill Of Materials and execute the MRP
calculations.” and “The entry person of actual acceptance results can only enter actual material acceptance results.”
User Management
You can set up a role for the user. A combined setting like the planning operation and the purchasing operation, and a grouped setting containing multiple users are possible.
It’s also possible to manage using the login user of Windows.

Master Maintenance
There are many masters in the master of TPiCS such as the Item Master, where you register parts, raw materials, products, intermediate units, partial processing consignment (plating, heat treatment, painting, assembly, etc.) to a cooperating company, the Bill Of Materials, where you build parent-child relationships of items, the Unit Cost Master, the Working Hours Master, etc. Maintenance of the master is indispensable in order to make the production schedule suitable for daily changing production.
The Integration Master, which you can examine and edit at the production meeting which gathered relevant departments, is prepared as the standard function while confirming the overall picture by putting together the masters which are the main of these management.
When creating a new product, you will create a product structure with the Integration Master from the BOM, and items that have already been registered can be used as common items with the Item Master data displayed. If you use the Integration Master in this way, you can build a Master with BOM image of each product and reflect it on each master. You can change from either each master or Integration Master, Outlined master registration can be done from the Integration Master, and details can be done from each master for each department in charge.

Adding User Fields,Entry Form Design Change Function
You can add your own management fields to many forms such as master, Schedule Detail, actual results, etc.
Like the existing TPiCS fields, the added user fields can be displayed in the grid and detail sections, searched, narrowed down, and entered, and data can also be selected from registered pull-down lists and entered. You can make detailed settings such as font size, back color setting, IME setting, display, hide, tab cursor order, display order, etc. You can also change the name of the grit titles of existing fields, so It can be set with the package function to the form tailored to the user.
In addition, by registering the SQL statement, it is possible to refer to and display the user field set for the master in the Schedule data, circulate the value and write it in the Actual Results data, and also refer to the fields of Sales Management System of another company if it is possible to refer to them from the database server.

Accounts Payable & Receivable Ledgers
Accounts Payable Ledger (Accounts Payable Detail)
When you enter the actual acceptance results, you can enter the amount purchased, the supplier, etc., and that will be reflected in the accounts payable.
You can export data of the Accounts Payable Detail and the Accounts Receivable Detail according to the “import format for the journal data” of almost all the general accounting systems for the PC.
Accounts Receivable Ledger (Accounts Receivable Detail) - Customer Order & Sales Management Option
The Actual Shipping Results Entry reflects the sales amount in the Accounts Receivable Detail.
Payment Management
You can aggregate the data that are subject to payment from the Actual Acceptance Results data, create a payment schedule according to the closing date and and manage the actual payment results.
Since you can specify a payee different from the destination of the purchase order form, it is also possible to make the supplier of the parts a branch office and make the payee the head office of the supplier.
Operating Calendar
You can register a calendar that has different holidays and operating time.
There’s no limit to the number of calendars.
Managing shifts like day shift and night shift is also possible. (Max. 24 shifts)
You can specify the calendars to be used for factories, processes, suppliers, outsourcing companies, etc.
You can set up the settings with different particle sizes, such as by day shift and night shift for this month, in a unit of days for the next month and in a unit of weeks for the month after next, in one calendar, and create a production schedule in accordance with them.
Capability Calendar
You can set the capability of the production location that changes every day to the capability calendar. The daily production load factor can be checked with the Gantt Chart By Mfg. Sector by the capability calendar, and it is also possible to level a load in combination with the Automatic Leveling Option. Every Wednesday’s capability is lowered for planning maintenance of production equipment. It can be used for checking the number of part-time workers and workloads that change every day.
Automatic Execution Function
You can automatically do the same operations, for example, for the import of transaction data and the monthly processing, as you would do manually by preparing the commands for the fixed form processing as a script file.
For example, you could import the Sales Order data in the lunch break everyday followed by the automatic execution of the MRP calculations, the Schedule Detail creation, and the order creation.
Function of Data Search, Filtering & Sorting
Equal search, partial match search, leading match search, and above, below and negative searches can be done in almost all forms and items. In addition, there is a quick search function that searches as soon as you enter the search value into the keyboard, and you can display the necessary data while checking from time to time. You can narrow down by AND or OR condition under multiple narrowing conditions.
You can sort by double clicking on the grid title line.
Interface Linked to Other Systems
Text Import & Export
You can import and export data of all the tables --- which are the master tables, the transaction data such as Schedule Detail and the already purchased data, the Inventory List and the summary
data such as Cost Summary By Item and Cost Summary By Department --- in text file format.
Transaction Data Text Import
The updates of related tables occur at the same time as you import the text file as well as you would operate the entry form such as Sales Order, Schedule Detail, Actual Work Results、Actual
Shipping Results, Actual Issues Results and Inventory Transfer. In the case of importing the Sales Order data, the imported data will also be reflected in the production schedule table at the
same time as the registration of the Sales Order data.
Transaction Automatic Import & Export (Transaction Interface Option)
If you assume frequent data imports on a text file basis, it will be difficult to deal with import errors because of data inconsistencies. In the Transaction Interface Option, if an import error
occurs, the error description is written in the table and the status control is performed. So, cooperation becomes easy to do. Also, it’s possible to automatically write transaction data you
manipulated on the form of TPiCS to the write-out table. This allows you to perform the two-way cooperation with a third-party system.

Customer Order & Sales Management
From The Sales And Forecasting Order Data To The Production Schedule
・ You can create the shipping schedule of TPiCS from the Sales Order data and perform the MRP calculations right away.
・ You can make arrangements for parts and materials based on the forecasting schedule by working together with the f-MRP function. Even if the forecasting schedule changes, you can advance to the next MRP calculations without doing anything since it’s based on the f-MRP function.
・ In receiving an order for the product that requires the mfg. no. control, you can create a Mfg. No. Schedule or allocate a sales order to the preceding Mfg. No. Schedule upon entry of the sales order. If the scheduled quantity to be allocated is insufficient, you can automatically create a Mfg. No. Schedule with as much as the insufficient quantity.
・ It’s possible to import the order and delivery instruction data that come from the Internet.
・ The file to be imported is in CSV format.
・ You can import sales orders from the system like EDI and ERP via the Transaction Interface Option.
・ It completely supports the daily delivery instructions.
・ You can reconcile and delete the forecasting data against the firm Sales Order data you are reading in.
・ It’s possible not to reflect them in the production schedule as backorders.
・ It’s possible to respond to the customer-order-receiving style of the Full Choice Option Production.
・ You can enter whatever level of the product structure for the Sales Order data. By this function, you could manage the OEM shipments and the repair parts at the stage of the intermediate products and the parts. The MRP calculations would take into account those required quantities.
Forecasting Data
・ In the case that the firm delivery instruction data are coming on a daily basis like the automobile industry, you can read them in while you had the forecasting data reconciled and deleted in the order of their delivery date for the same item and delivery location.
・ The processing of forecasting orders is available, separately from that of firm orders.
・ You can delete the forecasting data periodically and read in new data again.
Shipping Instructions
・ You can issue the shipping instructions up to the set number of days ahead from today based on the scheduled shipping date of the Sales Order data.
・ You can issue the shipping slip by narrowing down to only the products of which stock was available at the time of issuing the shipping instructions.
Actual Shipping Results
・ A warning message is displayed if the current inventory of the product falls below 0 at the time of entering the actual shipping results.
・ For shipping schedule, you can enter the actual shipping results and the actual results of acceptance completion after an arrival at customer’s site with the separate statuses. In the Inventory List, product inventory is withdrawn and you can confirm it as the quantity of non-acceptance at customer’s site. You can reflect an event in the Accounts Receivable Detail at the time of shipment, or at the time of acceptance at customer’s site.
・ When combined with the Traceability option, it’s possible to associate up to the intermediate process and the actual shipping results with the lot numbers of raw materials that were used, and to retrieve the used lot from the actual shipping results and the ship-to from the lot number.

Slip Form
・ The shipping slip, the packing slip, the invoice and the accounts receivable ledger are available.
・ The order list, and the scheduled shipments and the delayed shipments with a date specified are available.
Selling Price Registration
・ The system operation where the selling price varies depending on the ordered quantity or period is supported.
Billing, Cash Receipt Management
・ The cash receipt management where you reconcile individual invoices is possible.
・ Registering and displaying the overseas customer information in the native language is possible.
・ You can export the accounts receivable details for some accounting systems.
Gantt Chart By Mfg. Sector
You can display the Gantt Chart that has been aggregated for each department based on the production schedule made by the MRP calculations and the mfg. no.
In the Gantt chart, the schedule that is over the production capacity of the department is displayed in red, so you can grasp the plan with high load. You can move the plan to other departments by drag & drop, adjust the plan back and forth, divide the plan and adjust the quantity. In addition, you can adjust the intermediate processes and materials in parent-child relationship with products in conjunction by drag and drop.
In the most recent plan, it is possible to aggregate from the Schedule Detail in which detailed production location was set, and when you register the machine in the production location, you can assign the work to the machine and adjust the schedule.

Multiple Locations
In the Multiple Locations Option, you can make a production schedule for multiple mfg. locations to one item according to their own parameters of the mfg. lead-time, the purchasing lead-time and the lot size.
With this function, you can make a schedule that will meet more complex situations. For example, you could make a production schedule to entrust to outsourcing depending on the workload of the mfg. department although you normally produce internally, make a production schedule to distribute the production volume to 2 places in the mfg. department according to the ratio, and make separate schedules for supplies for multiple outsourcing companies. Also, you can simulate and adjust the bottleneck process from the journal that’s been displayed because of the sales order with a short-term delivery date by changing it with a drag-and-drop in combination with the Gantt Chart By Mfg. Sector.

Process Control
You can manage the instructions and the actual results by exploding to the detailed process based on the Schedule Detail that was created from the production schedule made by the MRP calculations and the mfg. no. explosion.
By changing the routing code, you can re-do the explosion of the detailed process, as required, that was exploded according to the master tables at the time of creating the Schedule Detail. For example, you could register the routing when you used the old machine beforehand, changing the routing code of the original process when the load is high, and print the process order form where a setup is added to the regular order of operations.
The process is both possible for an operation for the use of only instructing work to the factory floor and for an operation where the actual results entry is required for working time and progress management of actual results. You can confirm and adjust the load by using the Gantt Chart By Mfg. Sector together.

Issues Management
You can instruct issues (picking) from the warehouse to the factory floor.
The issues will be summarized by item, issue-from and issue-to. (For the mfg. no. controlled items, they will be summarized by mfg. no. in addition to the above.)
You can register the lot sizes for arrangements and issues separately.
If the current inventory doesn’t satisfy the required quantity of the issue-to, some indication will be printed in the issues list so that you will know the insufficient quantity.
When a part you were unable to issue because of the stock insufficiency has been delivered, it will automatically be shown on the next issues list. Thus, you will be free from the extra,
cumbersome management.
Product Goods Issue Instructions, Actual Results
With both the Customer Order and Sales Management Option and the Issues Management Option, you can manage product goods issue instructions and actual results from the product warehouse to the
shipping workplace before shipping the product.

Pull Production

The mfg. lead-time is taken into consideration for internal processes to make a schedule for products in the MRP calculations, but you make arrangements for the required quantity of parts and materials using the MRP calculations, and for the instructions for internal processes, the work instruction can be given to the preceding process step according the timing of a group leader on the factory floor who’s responsible for producing products.
The process step to follow brings the required quantity from the stock of the preceding process step, which in turn produces the portion that has been used and become insufficient. Thus, you can achieve a behavior like so called “kanban.”
Use the Schedule Detail Manual Entry form or the Shop Floor Control Option for the instruction to the preceding process step
One-item Production
In the case of the discrete production, since they make a different product for each customer’s order, their application is not the kind like they would put the master tables in order beforehand and perform the uniform processing like the repetitive production. Because of that, the systems for the production control, where you had to put the master tables in order beforehand, used to be very hard to use. In order to solve these problems, TPiCS has strengthened its function to accommodate various operation methods. Even for individual production, not all products are individually designed, but common parts and repair parts may be arranged by repetitive manufacturing function and incorporated into one-item production configuration. It is possible to use repetitive production function depending on the product, or to manage mixed fine-grained management using the Mfg. No. Control.
This is a function with the assumption of a case where you will operate the system without predefining any master tables due to the “one-time-only production” because the product specification will change in each customer order.

・ By a very high operability, you can arrange while registering work and parts to be used each time.
・ You can copy a similar mfg. no. in the past and change it to make a new one for use.
・ The drawings get released like an early summer rain and you can arrange things, starting with what you need and it’s possible among them.
・ If patterning is possible to some degree, you can use it as the base to which you can add some modifications.
・ You can perform addition, modification and deletion seamlessly due to the engineering change by working together with the “Structure Information Conversion Option” and reflect them in the arrangements promptly.
・ You can use the general-purpose units and parts that have repeatability.
・ You can issue the “Quotation” to your customer.
・ You can issue the “Quotation Request Slip” to your supplier and a transaction that conforms to the Subcontract Act is possible. (The competitive quotations are also possible.)
・ You can manage a part that has become unnecessary because of the engineering change or something, and let other projects use it.
・ This option requires that you purchase the “Mfg. No. Control system.”
Structure Info. Conversion

“Product structure information” and “change information” of the design are read as structure information in the CSV file from the parts table managed by CAD and Microsoft Excel, and are reflected in the production information of TPiCS. Coordinate processing can be done with one data, so design changes will be reflected on production thoroughly and quickly.
・ You can register the work, such as supply and outsourcing processing, that doesn’t exist in the engineering BOM in the manufacturing BOM.
・ Even design changes made from the design BOM to the manufacturing BOM can be quickly reflected in the arrangement.
・ This option displays a portion of engineering change with the status or in color so that any omission of the processing can be protected.
・ If you use this option in combination with the One-item Production Option, you can reflect the engineering change in the arrangement data seamlessly.
Taking advantage of the CAD data
Because the customer’s needs have diversified and the life cycle of the merchandise has also shortened, it has become more important than ever even for the discrete production to shorten the cycle of customer order, design and production.
So, in order to make things in rapid cycle, you’ve come up with an idea to make arrangements for the production using the engineering information. But the structure information of the products the engineers think of (E-BOM) and the structure information the people of the mfg. department think of (M-BOM) are different often times, and it is general that the E-BOM gets changed to the structure information for the production with an interpretation of human being added. Then, if there’s an engineering change, it becomes impossible to change it directly in the system and reflect it in the arrangements. That’s why the human being has reflected engineering changes by comparing the E-BOM and the M-BOM one by one with his eyes.
But if there’s an engineering change and you use the “Structure Information Conversion Option” of TPiCS, it will be possible by just clicking the button a several times to find out something unnecessary or something that needs an additional arrangement from the data that have already been arranged (purchased) to create a cancel order and to make an order for additional arrangement even if there’s a difference between the two of the structure information. With this function, the production control business for the discrete production should be very easy.
Set Production

This adjusts the schedules of multiple parts or products that are designated as the same group so that they will always be made at the same time.
・ If you were to process a part the right side of which is different from the left and both are made at the same time in one mold, for example, you would always have to produce each of them with the same quantity at the same time regardless of the ordered quantity. In this case, you will be able to make a schedule for them with the same quantity each at the same time in the MRP calculations.
・ In the case of having a by-product generated, you can let the schedules of multiple products created at the same time according to a specified ratio.
・ When you change a daily schedule with a drag-and-drop to the production schedule table, you will always be able to change daily schedules all together for the items that are designated as the set production group, and reflect the results in the Gantt Chart By Mfg. Sector at the same time.
Automatic Leveling

With this option, you can produce things for sales orders to be shipped at the end of the month ahead of schedule, and make a production schedule taking into account the load on the ability of the bottleneck process.
You can perform the leveling process that represents the “equally-allocated production” where the daily production is equally allocated with respect to the total number of one week.
・ The amount of work and the load factor are aggregated based on the calculation results of the parent hierarchy for each hierarchical level of the structure in the MRP calculations. If there is something where the load factor is more than the set value, the appropriate schedule will be moved to the front and rear.
The move will target only the undetermined schedule.
The MRP calculations will continue based on the schedule after leveling for child parts under it.
・ The processing of “front-loading” and “back-loading” is possible.
・ For each production line, you can set the necessity and the reference load factor of leveling.
・ You will be able to set the items of interest in the “leveling priority” of the Item Master.
・ The processing of “equally-allocated production” will also be calculated for each parent-child level.
A schedule to produce evenly will be created for each week and item after the inventory allocation and the going-back calculation of lead-times. The calculation will be performed for the items of low-volume production so that as much schedule as possible will be made at the beginning of the week.
Manufacturing Traceability

It is an option that you can trace the actual results of assembly and processing of manufacturing from the product lot name shipped and Procured raw materials and lot name of parts.
In addition to tracking raw materials from the product, you can also track the ship-to party from the lot name of the raw material in which the problem was found.
It can support the lot traceability required by ISO 9000, PL Act, Pharmaceutical Affairs Law, etc.
You can also manage the expiration date of raw materials and inventory of work in progress
・ You are going to enter the lot numbers for raw materials if necessary (setting) at the time of receiving them. (Can be designated as mandatory.)
・ You can register the internal lot numbers and their association with the lot numbers for the raw materials that have been used at the time of entering the actual results for internal processing.
If there’s something that needs the traceability control among the raw materials to be used, TPiCS automatically allocates that in “FIFO” first. Afterward, since a window that lets you confirm the allocated raw materials opens automatically, you can correct them there as needed.
・ One product or process can use a raw material that contains multiple lots and one raw material can be used by multiple products or processes. That is, handling many-to-many relationship is possible.
・ You can also manage all the moves within the factory such as issuing partially and returning to the warehouse after raw materials in stock.
・ Since you get to know the price purchased of the raw materials that have been used, and the operator and the hours worked when there was work, you can figure out the net cost of each of the lots produced using the “Cost By Lot” form.
・ For raw materials and goods in-process requiring “expiration date management”, you can print a list of items that are about to expire and discard them all at once.
・ You can perform the MRP calculations taking into consideration the expiration date after the completion of the product and after receipt of intermediate products and raw materials used.
・ You can instruct about the “raw materials to be used” on the work order form. The instructed raw materials are temporarily allocated and then withdrawn automatically at the Actual Completion Results Entry for the parent. You can also change them halfway.
Internal Control

It is an option to record approval of high purchase order and all table changes, and to prevent fraudulent work processing.
・ You can have a correction history for all tables written out to the dedicated table.
・ You can target only the data a “person with the purchasing approval authority” has approved in the issuance of the purchase order form.
A “person with the purchasing approval authority” can be discriminated by a special setting.
The “Approver,” the “Date and Time of Approval” and the “Approval Key (cipher)” are written in the approved data, and when you change the content of purchase order after approval, the approval will be invalid.
・ You can record long operation logs.
Shop Floor Control
This is the system to perform the process control for the factory floor and we’d like those who wish in the following way to use:
“I want to put out the sound schedule with a pile of load since the people on the factory floor complain if I cannot manage the load when I give instructions to them.”
“I have no control over the people on the factory floor because they are doing their way. I want to manage them somehow using the computer.”
“Time of setup is different by the order in which to produce. I want to make a schedule where time-consuming setup is as little as possible.”
“There are multiple machines at each process step and the ability is a little different from machine to another. We have things we can make and we can’t make depending on the product we are going to make. In the situation like this, I want to make a plan that is as efficient as possible.”
“Each time an inquiry about the delivery date comes from our customers, I can’t give them an answer without going to the factory floor. I wish I could tell that by looking at the screen of the computer.”
・ You will see a list of work for today and tomorrow on the screen of the foreman or group leader of the factory floor, or the person in charge of the shipping field. (It’s important to limit the list to 2 to 3 days worth of work.)
・ When the office changes the schedule, the change is reflected in everybody’s screen instantly. Through the screen, something where necessary parts have not been prepared, something where the preceding process step has not been completed, and something that can be started at any time will be displayed in such a way that you can understand them at a glance.
Since you can display the screen by sorting data by priority order, you can begin with a rush work.

When you press the Preceding Process button in the data of possible-to-start, child parts of what are missing at which step and what’s happening to that schedule will be displayed in the window.
・ You can demonstrate the daily production level (quota) apart from the results of the MRP calculations. This allows you to hold the required level of leveling of production schedule.
・ Press the Start button after determining the work to do next from that screen. When you are finished, press the Register button to be able to register the actual results.
・ When you press the Start button, you can even tell from the process step to follow what time the preceding process step started.
・ When you register the actual results, that work will be gone from the Instruct A Schedule screen.
In other words, it will stay on the screen until you register the actual results.
・ Since it’s possible to use different colors by the work and working methods when you display the work that must be done, you can think of the order of efficient work in consideration of the setup by choosing the work with a similar color.
・ When you register the actual results in the screen of the Shop Floor Control, it will be reflected in the stock quantity, etc. of TPiCS in the office at the same time.
・ The actual results entered at the preceding process step will be reflected in the Signal To Start screen of the process step to follow right away and the display in red on the screen will be gone.
・ In the evening you can print the daily report and the not-yet-done list for today using a PC in the office without bothering anybody.
The Shop Floor Control Option is not for directly responding to the needs that emerge on the surface like this, but is intended to achieve the “true management” soil improvement-wise, and is the system for the factory floor to be able to make correct judgments, not to enter the actual results for the purpose of collecting them, by solving the problem that exists behind it or removing clutter on the way to that problem.
Delivery loading Management

You can automatically create delivery schedule from product shipment to delivery destination and issue the loading slip.
When you select the loadable items on the basis of the shipping schedule, the load weight limit and volume restriction of a truck is created from the weight and volume of the product after packing. In addition, a delivery plan that automatically distributes the loaded items for each delivery area registered in the master is created.
Please use it in conjunction with the Customer Order and Sales Management Option.
Transaction Interface

It is an option for performing automatic linking in both directions by importing data of another system into TPiCS and writing processing done by TPiCS to a linkage table.
For example, the Actual Receiving Results data, the Issues data, and the Actual Work Results data registered at the handy terminal are automatically imported by TPiCS to the Transaction Import table and can be processed in the same way as entered from the TPiCS form.
In addition, a table for transfer is prepared for the Actual Shipping Results data entered into TPiCS in conjunction with ERP and Sales Management System, data is automatically added to the Transaction Export table at the same time as data entry, and you can grasp updated data of TPiCS. When you check to prevent double data transfer, it may be necessary to update TPiCS data. At this time, if you update directly to the Actual Shipping Results table, you will need to check the effect on TPiCS processing, but if it is the Transaction Export table, since only data is added from TPiCS, it is possible to update the transferred items easily.
・ Import of the EDI data and the Forecast data with customers
・ Coordination with production scheduler that adjusts machine production on a time basis
・ Import of the Actual Results data collected from the machining center
・ Coordination with POP terminals for collecting actual results, handy terminals and smart devices. Linkage with actual receiving results and actual work results using RFID
・ Coordination with the Cost Management System that distributed and aggregated overhead costs
・ Linkage with ERP, the Sales Management System, and the Accounting System
・ Linkage with the workflow system for purchase order approval
SCM
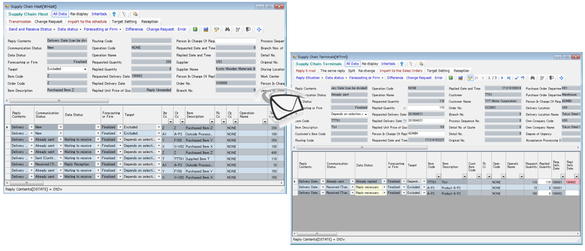
The SCM Option is an option to strongly cooperate with suppliers and cooperating companies requesting production to realize production that responds promptly to fluctuations in forecasting order finalization and a sudden, irregular sales order from customers.
You can send purchase order and forecasting order information to the business partner from the supply chain host, and at a cooperating company you will receive it using the supply chain terminal. In addition to simply sending and receiving order information, you can also reply whether or not to deliver according to the designated delivery date from a cooperating company. If it is impossible, you can also reply with partial deliveries. Since sending and receiving is a mechanism of e-mail, it can be used if dedicated e-mail address can be prepared.
In order to realize fast cycle production, as internal improvement progresses, it will become necessary to have the purchase order lead-time of the cooperating company shortened in order to further improve. At this time it is difficult in one way, and when the production of the cooperating company can not really make it in time, you will make the purchase order lead-time that is established on trust relationship by receiving this. Since TPiCS has a concept of buffer called basic stock, partial delivery is alright if it can be covered with this. If it can not be covered, it can be displayed in the journal and you can judge whether you want to ask the customer to change the delivery date. It is easy if you follow the exchange of one purchase order data, but you must solve the problem in a large amount of data that changes from day to day, such as the situation of cooperating companies, the situation inside the company, and the change of the the product plan using the same parts.
Although you can use the supply chain terminal for free, upgrading to TPiCS seamlessly connects from the supply chain terminal to sales order and MRP calculations and demonstrates its true value.
Delivery Date Reply

When your customer asks you for the delivery date reply and if you confirm the inventory and the on-site progress and the answer is given after several days, the situation of the customer may change. In the Delivery Date Reply Option, of course, you can answer “Yes, possible" or “No, impossible" according to the requested delivery date, but even if it can not be done, you can respond schedules that can be handled by partial deliveries.
Calculated inventory of the required day is determined from the sales order and shipment plan, the production plan, and the remaining quantity of lots of the production plan in order from the product level. In the case of shortage, the calculated inventory is examined by drawing child parts to be used and intermediate units, and finally the calculated inventory of the end member is examined. In the case where the calculated inventory of the parts is insufficient, conversely this time, the parent's plan is adjusted from the plan that keeps the purchase order lead-time, the schedule of the intermediate unit and the production schedule of the product are determined and the deadlines that can be handled to customers are calculated.
You can specify only the quantity and can answer which deadline you can deal with.
After calculation, you can create Sales Order data and Schedule Detail data directly from the Reply Request data and the Reply Detail data, and you can reflect it in the next delivery date reply calculation.
Service Part Management

After shipping the product to the customer, the Service Part Management Option is an option that performs:
①Guide on the end of useful life of service parts and maintenance parts,
②Creation and arrangements of forecasting plans for applicable parts,
and that makes it possible to deliver to customers immediately without deranging the production schedule of the product by receiving sales orders of the service parts by regularly urging parts
exchange instead of the customer placing a purchase order for repair parts in a hurry after breakdown.
Concretely speaking, you will manage parts that will need to be replaced within a few years from the shipped products as service parts and you can confirm the replacement to the customer at the timing when the service parts are needed after several years from the shipped actual results and manage the additional order only for the service parts.
Alternative Production

This is an option that allows you to change the parts, materials, and intermediate units used for production from the standard structures even after the production schedule is created. To change the item used after finalizing the production schedule, you need to maintain plan and actual results data. The Alternative Production option makes the procedure easier and allow for more flexibility in temporarily changing the raw materials used.
For example, it is suitable for cases where you replace parts that are not on time for the specified delivery date with available alternatives and produce, or you use up the raw materials first which are going to be wasted because the expiration date is near instead of the raw materials normally used.
Switching between items can be done at the planning stage or at the time of entering actual results after work. This makes it possible to deal with both cases where the change of the used item is confirmed before production and cases where the change is determined by on-site judgment during the work.
Also, you can replace the entire quantity or a partial quantity with a substitute for the originally planned quantity.